1. Wprowadzenie
Pojêcie innowacja we wspó³czesnym przedsiêbiorstwie sta³o siê s³owem-kluczem. Jej znaczenie dla rozwoju po-szczególnych przedsiêbiorstw, pañstw i organizacji miê-dzynarodowych nie jest negowane. Jest to efekt postêpu cywilizacyjnego spowodowanego gwa³townym rozwojem techniki w XX wieku. Kolejny wiek prowadzi nas w erê jeszcze gwa³towniejszych zmian. Proponowane przez pro-ducentów nowinki techniczne nie maj¹ szans na przetrwa-nie ju¿ choæby czwartej czêci d³ugoci cyklu ¿ycia takich produktów jak gramofon czy radio. Rodz¹ siê i umieraj¹ dos³ownie na naszych oczach. Skala tego postêpu jest efek-tem transformacji gospodarki industrialnej w gospodarkê opart¹ na wiedzy. Charakteryzuje siê ona wysok¹ zmienno-ci¹, globalnozmienno-ci¹, sieciow¹ struktur¹ organizacyjn¹, ale przede wszystkim rozumieniem innowacji jako g³ównego czynnika wzrostu.
Mimo powszechnoci u¿ycia i ogólnego zrozumienia zna-czenia pojêcia innowacji, brak jednoznacznie przyjêtej de-finicji. Autorzy publikacji najczêciej, jako podstawê swo-ich rozwa¿añ wskazuj¹ okrelenia opracowane przez Schumpetera i Druckera. Pierwszy z nich, wprowadzi³ to pojêcie do nauk ekonomicznych i ju¿ w XIX wieku widzia³ on w innowacji czynnik rozwoju znacz¹cy wiêcej ni¿ kapi-ta³. Natomiast Peter Drucker ³¹czy to pojêcie z przedsiê-biorczoci¹ wskazuj¹c, ¿e jest ona jej narzêdziem, które nadaje zasobom nowe mo¿liwoci tworzenia bogactwa [3]. Wychodz¹c od wspomnianych definicji trzeba zwróciæ uwagê na szerszy aspekt pojêcia innowacyjnoci we wspó³-czesnym jego rozumieniu. wiadczy o tym definicja poda-na przez Oslo Manual, która precyzuj¹c innowacjê wprost, wskazuje na ró¿ne poziomy nowatorstwa mog¹ce byæ jej udzia³em. Jest to dokument wydany przez Organizacjê Wspó³pracy Gospodarczej i Rozwoju (OECD), zawieraj¹-cy metodykê gromadzenia informacji, interpretacjê wska-ników oraz terminologiê dotycz¹c¹ innowacji. W tym przy-jêtym miêdzynarodowym standardzie badañ innowacja to wprowadzenie do praktyki w przedsiêbiorstwie nowego lub znacz¹co ulepszonego rozwi¹zania w odniesieniu do produktu (towaru lub us³ugi), procesu, marketingu lub or-ganizacji. Istot¹ innowacji jest wdro¿enie nowoci do prak-tyki [14]. Nowe produkty, procesy b¹d rozwi¹zania mog¹ byæ zatem mniej lub bardziej innowacyjne z punktu widze-nia tradycyjnych definicji. Najbardziej znana i ceniona jest innowacja prze³omowa lub te¿ radykalna (ang. disruptive innovation). Efektem jej s¹ zupe³nie nowe dla rynku roz-wi¹zania daj¹ce mo¿liwoæ potê¿nych zysków i osi¹gniê-cia kolejnego etapu rozwoju cywilizacyjnego. Nale¿y jed-nak wyró¿niæ tak¿e innowacjê przyrostow¹. Postrzeganie innowacji tylko jako prze³omowej prowadzi³oby do od-rzucenia istotnych mo¿liwoci tkwi¹cych w
usprawnie-niach innowacji radykalnych. Pojêcia innowacji nie nale¿y jednak uto¿samiaæ z pojêciem zmiany. Mimo, i¿ ka¿da inno-wacja jest zmian¹, to nie ka¿da zmiana jest innowacj¹ [11]. Analiza ró¿nych definicji pojêcia prowadzi do wskazania ich czêci wspólnych.
1. Odnoszenie pojêcia do zmian w produktach (wyrobów i us³ug), ró¿nych procesach (np.; technologicznych, za-rz¹dzania, logistycznych) i organizacji (np. outsourcing, franchising, joint ventures, wyodrêbnienie nowego rynku). 2. Sposób powstania innowacji to proces, którego pod-staw¹ jest twórcze mylenie wynikaj¹ce z ró¿norodnych przes³anek. Najczêciej przywo³ywane s¹ tutaj te wska-zane przez Druckera, czyli: niespodziewany efekt, nie-zgodnoæ, potrzeba, zmiany demograficzne i rynkowe, nowa wiedza.
3. Proces innowacyjny mo¿e byæ podejmowany przez ro¿-ne jednostki: przedsiêbiorstwa, organizacje non profit, regiony.
4. Efektem procesu innowacji jest sukces gospodarczy spo-wodowany jej wdro¿eniem lub komercjalizacj¹. Polega on na osi¹gniêciu lepszych ni¿ dotychczas parametrów technicznych lub ekonomicznych i wynikaj¹cej z tego po-prawy pozycji konkurencyjnej oraz wzrostowi wiedzy. Definicja odnosz¹ca siê do wskazanych tu uzgodnieñ zo-sta³a zaproponowana przez OSullivana [13] i przyjêta w ni-niejszym artykule jako podstawa do dalszych rozwa¿añ. Brzmi ona nastêpuj¹co: Innowacja jest procesem tworze-nia zmian ma³ych i du¿ych, radykalnych i przyrostowych w wyrobach, procesach i us³ugach. Rezultatem wprowadze-nia czego nowego dla organizacji jest podniesienie warto-ci dla klienta i przyczynienie siê do wzrostu wiedzy w or-ganizacji. Ta prezentacja pojêcia odpowiada wielu ró¿-nym interpretacjom uwypuklaj¹cym poszczególne cechy innowacji. Przede wszystkim wskazuje na jej procesowe i twórcze aspekty, a tak¿e na ró¿norodnoæ wprowadzanych zmian. Podkrela te¿ to, co stanowi o powi¹zaniu innowacyj-noci z konkurencyjinnowacyj-noci¹, czyli tworzenie wartoci dla klienta. Oprócz wartoci ekonomicznych wskazuje tak¿e na podniesienie poziomu wiedzy osi¹gniêtemu dziêki realiza-cji procesu innowarealiza-cji. Najwa¿niejszym jednak z punktu widzenia tej pracy jest traktowanie procesu innowacji jako ci¹gu dzia³añ ukierunkowanych na osi¹gniêcie zamierzo-nego celu. W³anie takie rozumienie procesu innowacji warunkuje mo¿liwoæ zarz¹dzania nim.
W publikacji [12] zaproponowany zosta³ podzia³ procesów innowacyjnych w przedsiêbiorstwie ze wzglêdu na hory-zont czasowy, zakres innowacji i zmiennoæ warunków w trakcie procesu innowacji. Istotê podzia³u zaprezentowa-no na rysunku 1. Wyodrêbnione zosta³y trzy poziomy inzaprezentowa-no- inno-wacji. Dzia³aniom w ró¿nych horyzontach przypisane zo-sta³o odmienne znaczenie, choæ celem wyjciowym dla ka¿dego z nich jest zwiêkszanie zysku.
Magdalena JURCZYK-BUNKOWSKA
METODA PLANOWANIA PROCESU INNOWACJI DLA MA£YCH
PRZEDSIÊBIORSTW
Innowacje horyzontu 1 finansowane s¹ z bie¿¹cego bud¿etu. Ich realizacja zwi¹zana jest z za³o¿eniem niezmiennoci oto-czenia, zarówno wewn¹trz, jak i na zewn¹trz firmy. Celem wdra¿ania innowacji horyzontu 1 jest ulepszanie procesów fizycznych lub niefizycznych oraz produktów, tak aby przy sta³ych warunkach dzia³ania przedsiêbiorstwa, maksymali-zowaæ zysk. Podstaw¹ do ekonomicznej oceny tej grupy in-nowacji s¹ badania rynkowe. Ze wzglêdu na sta³e warunki funkcjonowania mog¹ one byæ wzglêdnie precyzyjne. Innowacje horyzontu 2 maj¹ za zadanie dawaæ szansê roz-woju przedsiêbiorstwu. Mo¿na je uto¿samiaæ ze rednio-okresowym horyzontem zarz¹dzania. Przyk³adem mog¹ byæ tutaj innowacyjne kana³y dystrybucji i sposoby promo-cji. Podstaw¹ dla innowacji horyzontu 3 s¹ badania R&D.
Realizowane s¹ w nim wizjonerskie innowacje, daj¹-ce w efekcie nowy biznes. W tym obszarze innowacje maj¹ najczêciej charakter radykalny.
Ze wzglêdu na specyfikê dzia³alnoci ma³ych i red-nich przedsiêbiorstw pokazan¹ w tabeli 1, ograni-czaj¹ siê one zazwyczaj do dwóch pierwszych hory-zontów innowacyjnoci.
2. Planowanie procesu innowacji
Planowanie to jedna z funkcji zarz¹dzania. Jest ona podstaw¹ dla realizacji pozosta³ych funkcji, czyli or-ganizacji, kontroli i kierowania. Szczególne znacze-nie dla zarz¹dzania ma powi¹zaznacze-nie planowania z kie-rowaniem i kontrol¹. Planowanie jest realizowane przez menad¿erów na ka¿dym szczeblu i obejmuje ró¿ne zakresy dzia³ania przedsiêbiorstwa. Planowa-nie strategiczne jest realizowane przez najwy¿sze kierownictwo i obejmuje d³ugoterminowy horyzont czasu. Planowanie taktyczne okrela warunki wciele-nia planów strategicznych, obejmuj¹c redniotermi-nowy horyzont czasu. Natomiast planowanie opera-cyjne okrelane jest jako krótkoterminowe i dotyczy wcielania w ¿ycie planów taktycznych. Ka¿dy z procesów planowania realizowany jest wed³ug toku postêpowania pokazanego na rysunku 2.
Horyzont 1 innowacji (rys. 1), który rozwa¿any jest w niniej-szym artykule, mo¿na w pewnym stopniu powi¹zaæ z plano-waniem krótkoterminowym. Cechy podobne to:
- wzglêdnie sta³e warunki otoczenia oraz wynikaj¹ca z tego mniejsza niepewnoæ i ryzyko w porównaniu do pozosta-³ych horyzontów innowacyjnoci,
- mo¿liwy do oszacowania czas trwania procesu i jego bud¿et, - mo¿liwoæ wskazania terminów realizacji dzia³añ procesu, - obejmowanie pojedynczych lub ma³o z³o¿onych zadañ b¹d dzia³añ i zwi¹zana z tym stosunkowo ma³a liczba zmiennych podlegaj¹cych analizie,
Rys. 1. Horyzonty innowacyjnoci (por. [11])
- dzia³ania planistyczne w tym obszarze mo¿na sformali-zowaæ i podporz¹dkowaæ procedurom, tak by by³y ³atwiejsze do przeprowadzenia i nie wymaga³y du¿ego zaanga¿owania ze strony naczelnego kierownictwa. Planowanie procesu innowacji horyzontu 1 w MSP powin-no obejmowaæ plapowin-nowanie celów i zabezpieczenie zaso-bów koniecznych dla realizacji tych celów. Oprócz wskaza-nia celów nale¿y okreliæ tak¿e hierarchiê niezbêdnych czynnoci oraz ich rozk³ad w czasie. Zasoby konieczne dla realizacji procesu planowania to infrastruktura, finansowa-nie, ale równie wa¿ne dla MSP jest zapewnienie kadry po-siadaj¹cej odpowiednie kompetencje.
Planowanie to ci¹g wiadomych decyzji opartych na wy-branej metodzie. W niniejszym artykule podstaw¹ rozwa-¿añ dotycz¹cych planowania w MSP s¹ zasady Teorii Ogra-niczeñ. Przedstawiony na przyk³adzie ma³ego przedsiê-biorstwa sposób postêpowania ma pokazywaæ sens sformalizowania procesu planowania dla osi¹gniêcia dwóch podstawowych zadañ: ukierunkowania dzia³añ przedsiêbiorstwa na cel oraz synchronizacjê planów z rze-czywistymi dzia³aniami.
3. Teoria Ograniczeñ jako podstawa koncepcji plano-wania procesu innowacji
Teoria Ograniczeñ jest szeroko stosowan¹, choæ wzglêdnie now¹ koncepcj¹. Postuluje ona spojrzenie na system pro-dukcyjny jako zbiór powi¹zanych ze sob¹ elementów, z których najs³abszy decyduje o mo¿liwociach ca³ego uk³adu. Istot¹ zarz¹dzania proponowan¹ przez TOC jest skupienie siê na tym elemencie i takie postêpowanie, które zapewnia³oby jego maksymalne wykorzystanie. Uzyskuje siê to poprzez podporz¹dkowanie ograniczeniu wszystkich pozosta³ych elementów uk³adu [5]. Dopiero kolejne kroki TOC (ang. 5 steps TOC) mówi¹ o mo¿liwoci podniesienia ograniczenia, wskazuj¹c jednoczenie, ¿e spowodowaæ to mo¿e ujawnienie siê kolejnego ograniczenia limituj¹cego przep³yw w systemie.
Dla podejmowania decyzji menad¿erskich Teoria Ograni-czeñ proponuje wykorzystanie trzech g³ównych mierników efektywnoci [2].
1. Przerób (ang. Throughtput T) pieni¹dze, wp³ywaj¹ce do firmy po odjêciu tego, co zap³acono dostawcom. Z zale¿no-ci 1 mo¿na wyznaczyæ przerób na jednostkê produktu (Tu).
Tu = P-TVC,
gdzie:
P (price) cena jednostkowa danego produktu,
TVC (Totaly Variable Costs) koszty, które zmieniaj¹ siê z ka¿d¹, dowolnie ma³¹, zmian¹ wielkoci produkcji i sprzeda-¿y wyrobu.
2. Inwestycje (ang. Investment - I) wszystkie pieni¹dze wydane przez system na zakup tego, co zamierza sprzedaæ.
3. Nak³ady operacyjne (ang. Ope-rating Expenses OE) wszyst-kie pieni¹dze wydawane przez system na zmianê inwestycji (I) w przerób (T).
Miary te zosta³y wykorzystane w dalszej czêci artyku³u do okrelenia, które z mo¿liwych rozwi¹zañ innowacyjnych powinno zostaæ wybrane. Oprócz nich zastosowano meto-dê okrelania rentownoci poszczególnych asortymentów wyrobów wskazywan¹ przez [2]. Polega ona na ustaleniu dla ka¿dego asortymentu wielkoci przerobu na jednostkê czasu wykorzystania zasobu ograniczaj¹cego moce przero-bowe (CCR) zale¿noæ (2). Jest on podawany w jednost-kach pieniê¿nych na jednostkê czasu, np. z³/min.
TCCR = Tu/OCCR,
gdzie:
Tu przerób na jednostkê produktu,
OCCR czas jednostkowy operacji na zasobie
ograniczaj¹-cym moce przerobowe (CCR).
Analiza finansowa bazuj¹ca na Teorii Ograniczeñ nie jest jeszcze tak powszechnie przyjêta i stosowana, jak zarz¹-dzanie produkcj¹ oparte na tej teorii. Wykorzystanie jej jed-nak w tym przypadku jest uzasadnione ze wzglêdu na pro-stotê i logikê jej przeprowadzenia. Koniecznoæ zastosowa-nia przynajmniej zgrubnej analizy finansowej wynika z potrzeby okrelenia efektów zmian innowacyjnych przed ich wprowadzeniem.
4. Idea planowania procesu innowacji
Ma³e i rednie przedsiêbiorstwa charakteryzuje miêdzy in-nymi du¿a koncentracja zadañ menad¿erskich realizowa-nych przez jedn¹ osobê. Brak wyspecjalizowanej komórki do spraw planowania mo¿e skutkowaæ tym, ¿e obci¹¿enie bie¿¹c¹ dzia³alnoci¹ uniemo¿liwi rzeteln¹ realizacjê pla-nowania. Funkcja ta zostanie potraktowana jako zbêdny luksus. Najwiêksze reperkusje takiego stanu bêd¹ zwi¹-zane z wprowadzeniem innowacji. Opracowano oryginalne podejcie do zadañ realizowanych w procesie planowania innowacji. Ograniczono jego zakres swoim zakresem do ma³ych i rednich przedsiêbiorstw ze wzglêdu na cechy charakterystyczne wystêpuj¹cych w nich innowacji. S¹ to zazwyczaj innowacje horyzontu 1, a rozwi¹zania pozyski-wane s¹ najczêciej z zewn¹trz (nie s¹ opracowypozyski-wane na potrzeby konkretnego przedsiêbiorstwa). Dotyczy to inno-Rys. 2. Dzia³ania podejmowane dla realizacji funkcji planowania
(1)
wacji o stosunkowo krótkim czasie wdro¿enia i efektach mo¿liwych do okrelenia w sposób ilociowy. Potrzeba opracowania sposobu realizacji funkcji planowania proce-su innowacji dla MSP wynika z wypunktowanych poni¿ej przes³anek.
1. Wskazanie na potrzebê innowacyjnoci jako procesu ci¹g³ego, pozwalaj¹cego dostosowaæ siê przedsiêbior-stwu do coraz bardziej zmiennych warunków otoczenia w jakich funkcjonuje.
2. Okrelenie metody analizy funkcjonowania przedsiê-biorstwa ukierunkowanej na odpowied na pytania: czy i w jakim obszarze innowacje dadz¹ po¿¹dany rezultat dla ca³ego systemu.
3. Dobór odpowiednich zasobów dla realizacji procesu in-nowacji. Wskazanie, czy przedsiêbiorstwo je posiada lub czy s¹ mo¿liwoci ich pozyskania.
4. W³aciwe roz³o¿enie zadañ procesu innowacyjnego w czasie.
5. Sformalizowanie oceny i wyboru innowacyjnych roz-wi¹zañ, tak by ten fragment procesu móg³ byæ sprawnie realizowany przy ma³ym nak³adzie czasu.
6. Podejmowanie decyzji oparte na strategii i celach przed-siêbiorstwa oraz ich ewentualna modyfikacja w oparciu o w³aciwie ocenione przes³anki.
7. Usprawnienie relacji pomiêdzy kierownictwem ró¿nego szczebla i pracownikami, poprzez wskazanie obszarów odpowiedzialnoci za zadania planistyczne w procesie innowacji.
Na rysunku 3. zaprezentowano poszczególne etapy plano-wania procesu innowacji. W dalszej czêci artyku³u zostan¹ one kolejno omówione i przedstawione na przyk³adzie ma-³ej firmy, produkuj¹cej futera³y na sprzêt fotograficzny. 4.1. Przypadek firmy Etui wprowadzenie do
przy-k³adu
Przedsiêbiorstwo o nazwie Etui, które pos³u¿y do zobra-zowania poszczególnych etapów planowania procesu inno-wacji jest typowym ma³ym przedsiêbiorstwem produkcyj-nym. Funkcjonuje na terenie gospodarstwa domowego jego w³acicieli. Zatrudnia oprócz
ma³¿eñstwa, bêd¹cego w³aci-cielami, piêæ osób. Funkcje za-rz¹dcze podzielone s¹ w taki sposób, ¿e jedna z osób zajmuje siê finansami i kadrami oraz na bie¿¹co nadzoruje pracê, nato-miast druga jest odpowiedzialna za zaopatrzenie, marketing i dys-trybucjê oraz planowanie zadañ. Pozosta³e funkcje, takie jak pro-jektowanie wyrobów czy
obs³u-ga zleceñ, s¹ dzielone przez oboje w³acicieli.
Jak ju¿ wspomniano przedsiêbiorstwo produkuje futera³y na sprzêt fotograficzny. S¹ to trzy rodzaje asortymentu: futera³y na aparaty fotograficzne z obiektywem, futera³y na aparaty kompaktowe,
futera³y na kamery cyfrowe.
Wszystkie produkty wykonane s¹ z czarnego nylonu, z do-datkowym wykoñczeniem wnêtrza warstw¹ usztywniaj¹c¹ i ochronn¹. Futera³y s¹ zamykane zamkiem
b³yskawicz-nym, posiadaj¹ te¿ uchwyty w postaci pasków oraz etykiety w postaci plastikowych naszywek, okrelaj¹ce producenta. G³ówne etapy procesu technologicznego pokazane zosta³y na rysunku 4.
W³aciciel pozyskuje zlecenia od hurtowni sprzêtu fotogra-ficznego, które oprócz sprzêtu oferuj¹ tak¿e sprzeda¿ akce-soriów. Wykorzystanie takiego kana³u dystrybucji wynika z dowiadczeñ w³acicieli, którzy prowadzili zak³ad foto-graficzny i nadal korzystaj¹ z zawartych wówczas kontak-tów handlowych. Rezygnacja z poprzednio prowadzonej dzia³alnoci nast¹pi³a po sukcesie fotografii cyfrowej i zmianie preferencji klientów, co do us³ugi wywo³ywania zdjêæ i robienia odbitek na papierze fotograficznym.
Rys. 3. Etapy opracowanego sposobu planowania procesu innowacji
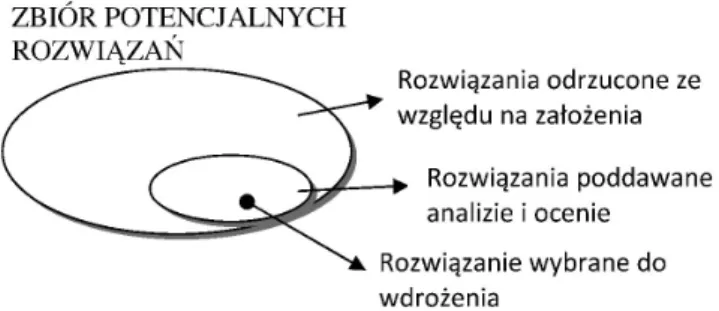
5. Okrelenie obszarów wdra¿ania potencjalnych innowacji
Wdra¿anie innowacji nie jest celem samym w sobie. Inno-wacyjnoæ jest drog¹ do konkurencyjnoci przedsiêbior-stwa. Oczywicie jedn¹ z wielu mo¿liwych, ale na tyle wa¿n¹, ¿e jej znaczenie podkrela Strategia Lizboñska. W³anie dzia³ania rz¹dów i regionów promuj¹ce innowa-cyjnoæ, nie tylko poprzez wskazywanie jej znaczenia, ale te¿ przez jej dofinansowanie. mog¹ stanowiæ pokusê do nieprzemylanego wdra¿ania innowacji. Wdro¿ona inno-wacja nieprzynosz¹ca oczekiwanych rezultatów mo¿e byæ wyj¹tkowo niebezpieczna dla ma³ych przedsiêbiorstw. Jest to zwi¹zane z ich szczególnie ograniczonymi zasobami, co w ostatecznoci mo¿e siê przyczyniæ nawet do upadku fir-my. Niebezpieczeñstwo jest jednak szersze i dotyczy nie tylko marnotrawstwa zasobów, takich jak infrastruktura, rodki finansowe i czas, ale tak¿e zniechêcenia zaanga¿o-wanych w ten proces ludzi, czyli menad¿erów i personelu. Proponuje siê zatem, jako wstêpny etap planowania procesu innowacji (rys. 3) umieciæ wybór obszarów funkcjonowa-nia przedsiêbiorstwa, w których powinny byæ wdra¿ane ewentualne rozwi¹zania innowacyjne. Innymi s³owy, wska-zanie tych obszarów, gdzie ulepszenia przynios¹ wymierne rezultaty dla firmy. Niniejszy artyku³ dotyczy innowacji ho-ryzontu 1, dlatego jedynym rozwa¿anym rezultatem mo¿e zwiêkszenie zysku firmy. Okrelenie obszaru innowacyjno-ci opiera siê na analizie rezerw przedsiêbiorstwa. W przy-padku innowacji horyzontu 1 analiza ta dotyczyæ powinna rezerw znanych i mo¿liwych do wykorzystania natych-miast. Klasyfikacja wyró¿niaj¹ca taki ich rodzaj przedsta-wiona zosta³a w [10]. Oprócz omawianych rezerw bie¿¹-cych, wskazuje siê tam tak¿e na istnienie w przedsiêbior-stwie rezerw potencjalnych i perspektywicznych. Ideê postêpowania dla wskazania obszarów wdra¿ania innowa-cyjnych usprawnieñ prezentuje rysunek 5. Jest ona zgodna
z zasadami Teorii Ograniczeñ. Szczegó³owo proces ten zo-sta³ opisany w publikacji [7], wskazano tam na procedurê identyfikacji rezerw bie¿¹cych i wyznaczenia ograniczenia w funkcjonowaniu przedsiêbiorstwa. Na tej podstawie okrelono miejsca powstawania strat i wytypowano obsza-ry wprowadzania usprawnieñ, jako te zwi¹zane z redukcj¹ strat b¹d z podniesieniem ograniczenia.
5.1. Przypadek firmy Etui wybór obszarów innowa-cyjnoci
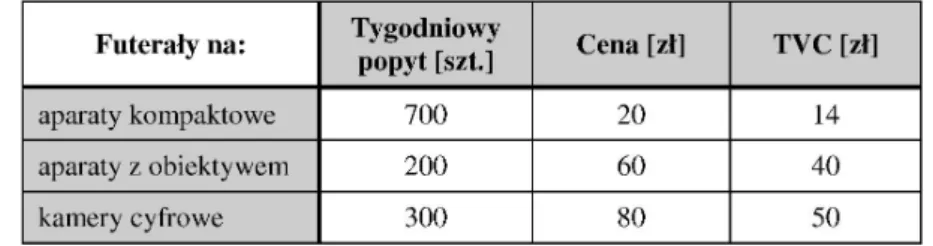
Jak wspomniano, w³aciciel firmy Etui sprzedawa³ swoje produkty hurtowniom sprzêtu fotograficznego. Realizowa³ produkcjê na podstawie zamówieñ zg³aszanych przez te hurtownie oraz indywidualne poszukiwanie sklepów, które sprzeda³yby jego towar, gdy produkcja by³a wiêksza ni¿ zapotrzebowanie hurtowni. Jednak ta druga opcja psu³a wspó³pracê z hurtowniami. Przyczynê niedostatecznego poziomu zysków upatrywa³ w niewydolnoci takiego sys-temu sprzeda¿y i dzia³aniach konkurencji, umieszczaj¹cej w hurtowniach tak¿e swoje produkty. Postanowi³ zatem wprowadziæ now¹ organizacjê wspó³pracy handlowej, opieraj¹c¹ siê na sta³ych cotygodniowych zleceniach od hurtowni w d³u¿szym okresie czasu. W zamian za to zobo-wi¹za³ siê do utrzymania cen swoich wyrobów i termino-wego zapewnienia ustalonych dostaw. W tabeli 2 pokazano zebrane przez w³aciciela firmy Etui tygodniowe zapo-trzebowanie oraz cenê poszczególnych pozycji asortymen-towych i koszty materia³ów na jednostkê wyrobu, czyli koszty ca³kowicie zmienne (TVC Totaly Variable Costs zale¿noæ 1).
Ka¿dy z etapów produkcji (rys. 4) jest wykonywany na od-rêbnym stanowisku. Obs³ugiwane s¹ one przez pracowników pracuj¹cych 2400 minut tygodniowo (jedna zmiana -piêæ dni w tygodniu). Czasy realizacji poszczególnych ope-racji zgodnie z rysunkiem 4. dla ka¿dego z rodzajów produktów przedstawia tabela 3.
Sumaryczne zapotrzebowanie na zdolnoci produkcyjne przy zak³adanym popycie (tab. 2) zosta³y pokazane w tabeli 4. Jak widaæ, z bilansowania pla-nowanych obci¹¿eñ ze zdolno-ciami produkcyjnymi, przed-siêbiorca przy posiadanych zdolnociach produkcyjnych nie jest w stanie zaspokoiæ wy-kreowanego dziêki swoim de-cyzjom popytu. Ograniczeniem jego zysków jest system pro-dukcyjny, a dok³adnie stanowi-sko, na którym realizowana jest operacja wykoñczenia wnêtrza futera³u. Straty producenta zwi¹zane s¹ z brakiem mo¿li-woci zaspokojenia pe³nego popytu. W takim przypadku jak ten, inwestowanie w innowacje zwi¹zane ze zwiêkszeniem po-pytu, np.: wprowadzenie nowe-go asortymentu czy penetracja Rys. 5. Wyznaczanie obszarów poszukiwania potencjalnych rozwi¹zañ
nowego rynku, nie przynios³oby rezultatu w postaci zwiêk-szenia zysku i by³yby bardzo ryzykowne. Czas powiêcony przez w³aciciela firmy na nawi¹zywanie nowych kontak-tów handlowych b¹d prezentacjê nowego produktu by³by strat¹. Poszukiwanie rozwi¹zañ i wysi³ki przedsiêbiorcy skoncentrowaæ powinny siê na podniesieniu mo¿liwoci produkcyjnych systemu, tak by zaspokoiæ popyt. W poka-zanym przypadku jest to zwi¹zane ze zbilansowa-niem przep³ywu produkcji poprzez odpowiednie podniesienie zdolnoci produkcyjnych stanowiska do wykañczania wnêtrza futera³u.
Zaspokojenie ca³ego zg³aszanego popytu da³oby przychód w wysokoci 50 000 z³, co po odjêciu kosz-tów materia³ów i utrzymania przedsiêbiorstwa, da³o-by tygodniowy zysk na poziomie 7 200 z³. Tygodnio-we utrzymanie przedsiêbiorstwa kosztuje 10 000 z³. Kwota ta obejmuje czynsz, wyp³aty pracowników, koszty energii, amortyzacji i zarz¹du.
6. Sformu³owanie problemu dla rozwi¹zania innowacyjnego
Kolejnym, po wyznaczeniu obszaru innowacyjnoci etapem planowania innowacji jest okrelenie, jakiego typu rozwi¹zanie bêdzie poszukiwane. Etap ten zwi¹-zany jest z odpowiedzi¹ na pytanie: jaki powinien byæ ilociowy efekt rozwi¹zania oraz jego rodzaj. Wa¿na jest tu tak¿e zgodnoæ ze strategi¹ i misj¹ realizowan¹ przez przedsiêbiorstwo. Jak poprzednio, tak¿e i na
tym etapie proponuje siê zasto-sowanie Teorii Ograniczeñ, kieruj¹c siê jej zasad¹, i¿ nale-¿y bilansowaæ przep³ywy, a nie prze³amywaæ ograniczenia. Mo¿na podawaæ wiele przy-k³adów nietrafionych inwe-stycji, gdzie du¿e nak³ady fi-nansowe przynios³y marne efekty, poniewa¿ ujawnia³o siê kolejne ograniczenie. W takim przypadku mimo znacznego podniesienia ograniczenia przepustowoæ ca³ego systemu zwiêksza³a siê nieznacznie [6, 15]. Przy rozwi¹zaniach inno-wacyjnych, zwi¹zanych z krót-koterminowym planowaniem, zak³ada siê sta³e warunki funk-cjonowania systemu. Mo¿na wiêc wyznaczyæ oczekiwan¹ wielkoæ zwiêkszenia przepu-stowoci ograniczenia, tak jak to pokazuje rysunek 6. Wyni-ka z niego, i¿ zmiany wprowa-dzane na zasobie M2, który by³ pierwotnie ograniczeniem, da³y niewielki efekt dla ca³ego systemu, poprzez ujawnienie siê kolejnego ograniczenia zasobu M1.
Analiza przepustowoci systemu poprzez jego ogranicze-nia umo¿liwia sformu³owanie potrzeb w sposób ilociowy. Odnosi siê to do oczekiwanego efektu w postaci zwiêksze-nia zdolnoci produkcyjnych we wskazanym na wczeniej-szym etapie metody obszarze innowacyjnoci. Jest to po-trzebne poniewa¿:
1) pozwala zawêziæ obszar poszukiwañ rozwi¹zañ, Tab. 4. Zapotrzebowanie na zdolnoci produkcyjne w przedsiêbiorstwie Etui
przy zak³adanym popycie
Tab. 3. Czasy poszczególnych etapów produkcji futera³ów na sprzêt fotograficzny w przedsiêbiorstwie Etui
Rys. 6. Zmiana poziomu zdolnoci produkcyjnych ograniczenia i jej efekt dla zdolnoci produkcyjnych ca³ego systemu Tab. 2. Firma Etui dane dotycz¹ce popytu, ceny i zmiennych
2) daje mo¿liwoæ wstêpnej oceny, czy w danym przypad-ku korzystniejsze bêdzie poszukiwanie rozwi¹zania in-nowacyjnego, czy te¿ mo¿na wykorzystaæ znane rozwi¹-zania o okrelonych efektach,
3) wskazuje ilociowy efekt, za jaki przedsiêbiorca powi-nien zap³aciæ. Rozwi¹zania, które daj¹ wy¿szy efekt przy wiêkszym koszcie, to strata. Wiêksza przepusto-woæ ograniczenia nie podniesie przepustowoci syste-mu, wiêc nie ma sensu za ni¹ p³aciæ.
Sformu³owanie problemu w sposób jakociowy dotyczyæ bêdzie mo¿liwoci innowacyjnych przedsiêbiorstwa. Pro-ponuje siê, by przy pomocy zestawu pytañ okreliæ ko-niecznoæ i mo¿liwoci wdro¿enia innowacji. Analiza taka powinna byæ przeprowadzana przez zarz¹d w formie proto-ko³owanej dyskusji, w mikroprzedsiêbiorstwach proponuje siê sporz¹dzenie notatek bêd¹cych odpowiedzi¹ na kolejne pytania kwestionariusza. Efektem dalszych prac prowadzo-nych nad tym etapem metody bêdzie opracowanie kompute-rowego systemu wspomagaj¹cego podejmowanie decyzji. Narzêdziem polecanym do wykorzystania na tym etapie pla-nowania innowacji jest analiza SWOT. Idea ca³oci etapu sformu³owania problemu pokazana zosta³a na rysunku 7. Przeprowadzenie ilociowej i jakociowej analizy pozwo-liæ ma przedsiêbiorcy na sformu³owanie za³o¿eñ dotycz¹-cych poszukiwanego rozwi¹zania. Ma mu umo¿liwiæ po-wi¹zanie oczekiwañ i mo¿liwoci przedsiêbiorstwa. Dziêki konkretnemu sformu³owaniu problemu mo¿liwa bêdzie sprawna realizacja kolejnego etapu procesu planowania in-nowacji (rys. 3). Dobrze sformu³owane cele to tak¿e pod-stawa zrozumienia koniecznoci i efektów wprowadzanych zmian wród pracowników, a jest to jednym z warunków skutecznego ich wdra¿ania.
6.1. Przypadek firmy Etui sformu³owanie problemu zwiêkszenia przepustowoci systemu produkcyjnego W ma³ych przedsiêbiorstwach, do których nale¿y firma, etap ten realizowany jest jednoosobowo, a w³aciciel nie powiêci³ mu zbyt du¿o czasu. Ilociowe sformu³owanie problemu przeprowadzi³ poprzez bilansowanie planowa-nych obci¹¿eñ ze zdolnociami produkcyjnymi (tab. 4). Da³o mu to zgrubny obraz potrzeb, dotycz¹cych okrelo-nych stanowisk. Z³o¿y³ jednak, ¿e ilociowe efekty wdro-¿onego rozwi¹zania maj¹ umo¿liwiæ zaspokojenie popytu pokazanego w tabeli 2, nie licz¹c na mo¿liwoæ zwiêksze-nia popytu w najbli¿szym czasie.
Projektuj¹c zakres rozwi¹zania, które by go satysfakcjono-wa³o w sposób jakociowy, przedsiêbiorca wyznaczy³ wskazane poni¿ej za³o¿enia.
1. Mo¿liwoæ wdro¿enia w czasie krótszym ni¿ miesi¹c. Wynika³o to z terminu rozpoczêcia wspó³pracy z hur-towniami.
2. Niezwiêkszanie liczby stanowisk lub pracowników. Za-³o¿enie to zwi¹zane by³o z mo¿liwociami techniczny-mi, ograniczonymi wielkoci¹ pomieszczeñ przeznaczo-nych na produkcjê.
3. Zachowanie dotychczasowych godzin pracy firmy z uwagi na przepisy prawa pracy, ale tak¿e komfort ¿ycia rodziny.
4. Koszt rozwi¹zania nie móg³ przekroczyæ pewnego usta-lonego ze wzglêdu na mo¿liwoci firmy poziomu. Przedsiêbiorca podj¹³ próbê ustalenia planu produkcji, któ-ry realizowa³by w przypadku braku wdro¿enia jakiejkol-wiek zmiany, gdyby nie znalaz³ jakiegokoljakiejkol-wiek rozwi¹za-nia swojego problemu. Do tego celu pos³u¿y³ siê wytyczny-mi Teorii Ograniczeñ przerobem na jednostkê wyrobu na zasobie przeci¹¿onym (patrz pkt 3. zale¿noæ 2). Istot¹ jego podejcia by³o zaspoko-jenie popytu na produkt naj-bardziej op³acalny, a nastêp-nie wyprodukowanastêp-nie tylu po-zosta³ych produktów, na ile mu pozwol¹ posiadane zdol-noci produkcyjne.
Najbardziej zyskowne dla w³aciciela firmy Etui s¹ futera³y na aparaty z obiek-tywem, a najmniej futera³y na aparaty kompaktowe. Po-kazuj¹ to wyniki przedsta-wione w tabeli 5.
Pierwotnie przedsiêbiorca zamierza³ podj¹æ produkcjê 200 szt futera³ów na du¿e aparaty z obiektywem oraz 300 na kamery i 350 na apa-raty kompaktowe. Ta wiel-koæ produkcji pozwala za-spokoiæ popyt na ostatni z produktów zaledwie w 50%. Jednak po rozmowach z od-biorcami (hurtowniami) zo-rientowa³ siê, ¿e priorytetem Rys. 7. Ilociowe i jakociowe sformu³owanie problemu dla rozwi¹zania innowacyjnego
dla niego ze wzglêdów marketingowych, musi byæ zaspo-kojenie ca³ego popytu na futera³y do aparatów kompakto-wych. W przeciwnym wypadku odbiorcy zdecyduj¹ siê na wspó³pracê z innym producentem. W tych warunkach pod-jêto produkcjê 700 sztuk futera³ów na aparaty kompakto-we, 200 sztuk na aparaty z obiektywem oraz tylko 125 sztuk na kamery cyfrowe.
Przy pierwotnie planowanej wielkoci produkcji mo¿na by³oby oczekiwaæ przychodów na poziomie 43 000 z³, co w efekcie da³oby zysk netto w wysokoci 5 100 z³. Wariant planu zaspokajaj¹cy ¿¹dania hurtowni, co do liczby futera-³ów na aparaty kompaktowe, umo¿liwia osi¹gniêcie tylko 1950 z³ zysku tygodniowo. Wizja mo¿liwoci zysku w wy-sokoci 7 200 z³ w porównaniu do tego, z którym musi siê pogodziæ pobudzi³a go do mylenia o szybkim wprowadze-niu w firmie zmian.
7. Poszukiwanie rozwi¹zañ ród³a innowacji dla MSP Proces innowacyjny sk³ada siê z kilku powi¹zanych ze sob¹ etapów. Rz¹d upatruje niskiego poziomu innowacyjnoci polskiej gospodarki w trudnociach wystêpuj¹cych ju¿ na pocz¹tku tego procesu
i zwi¹zanych z zapew-nieniem rodków finan-sowania, a tak¿e infor-macji o mo¿liwociach usprawnieñ [8]. Obser-wuje siê znaczn¹ liczbê projektów krajowych i regionalnych powiêco-nych transferowi tech-nologii, jednak prowa-dzone badania wskazuj¹ w dalszym ci¹gu na znaczne braki w tym ob-szarze [17]. Rysunek 8. pokazuje partnerów i ród³a rozwi¹zañ inno-wacyjnych pozyskiwa-nych z zewn¹trz. By móc z nich wydajnie korzy-staæ przedsiêbiorca musi jednak uwiadomiæ so-bie problem, jaki dziêki temu rozwi¹zaniu chce przezwyciê¿yæ.
Mniejsze firmy najczêciej korzystaj¹ z zewnêtrznych róde³ innowacji. Dzieje siê tak ze wzglêdu na ni¿sze na-k³ady na etapie opracowania pomys³u i technicznych wa-runków jego realizacji oraz z uwagi na krótszy czas po-miêdzy okreleniem potrze-by, a wdro¿eniem innowacji [15]. Wiêksze przedsiêbior-stwa, bêd¹ce liderami, podej-muj¹ w³asne badania lub zle-caj¹ je placówkom naukowym. Innowacyjne pomys³y prze-kszta³cane nastêpnie na rozwi¹zania mog¹ te¿ byæ pozyskiwane w wyniku badañ podstawowych.
7.1. Przypadek firmy Etui poszukiwanie rozwi¹zañ problemu
Poszukiwanie rozwi¹zañ poprzez ró¿ne ród³a doprowadzi³o w ostatecznoci do koniecznoci analizy trzech alternatyw-nych wariantów. Pozosta³e mo¿liwoci zosta³y odrzucone ze wzglêdu na niespe³nienie sformu³owanych za³o¿eñ (pkt 6). Rozwi¹zania pokazane w wariancie 1. i 3. s¹ innowacyjne na skalê kraju, natomiast rozwi¹zanie w wariancie 2. stosu-je konkurencyjna firma, chocia¿ ono wymaga zastosowania nowego i ma³o znanego jeszcze oprzyrz¹dowania.
Wariant 1
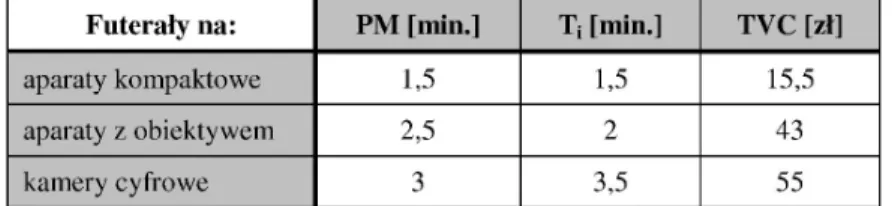
Sposób modyfikacji procesu produkcyjnego zaproponowa-ny przez jednego z pracowników firmy. Dotyczy zwiêksze-nia zdolnoci produkcyjnych przedsiêbiorstwa poprzez nowy podzia³ operacji wykoñczenia wnêtrza. Polega on na zszyciu warstwy wewnêtrznej (Ti) ju¿ na etapie
przygoto-wania materia³u (MP). Nastêpnie, na etapie wykoñczenia Tab. 5. Przerób na minutê pracy stanowiska wykañczania wnêtrza ustalenie
hierarchii rentownoci produktów
wnêtrza, wszycia przygotowanej wczeniej ca³oci we wnêtrze pow³oki. Rozwi¹zanie to zwiêkszy³oby koszty ma-teria³u, poniewa¿ wymaga³oby zostawienia ok. 10% nad-datku materia³u wewnêtrznego. Wyd³u¿y³by siê tak¿e czas operacji przygotowania materia³u (MP). Zmiany kosztów materia³ów oraz czasów operacji przygotowania materia³ów i wykoñczenia wnêtrza dla wariantu 1. przedstawia tabela 6. Wariant 2
Zosta³ zaproponowany przez jednego z dostawców przedsiê-biorcy. Proponowa³ on zakup specjalnego oprzyrz¹dowania do posiadanej przez przedsiêbiorcê maszyny, wykorzystywa-nej na etapie wykoñczenia wnêtrza futera³u (Ti). Pozwoli³oby
to na wykorzystanie nowej technologii zespolenia pow³oki wewnêtrznej futera³u w niektórych miejscach. Zdaniem do-stawcy podnios³oby to jakoæ samego produktu, ale przede wszystkim skróci³o czas wykoñczenia wnêtrza futera³ów. Koszt inwestycji wyniós³by 40 000 z³. Nowe czasy operacji pokazuje tabela 7. Przedsiêbiorca uwa¿a, ¿e móg³by amorty-zowaæ inwestycjê przez 2 lata (przyjêto amortyzacjê liniow¹), zatem tygodniowy koszt inwestycji okreli³ na 416, 67 z³. Wariant 3
Opracowany zosta³ przez samego w³aciciela firmy Etui. Polega on na zszyciu razem pow³oki zewnêtrznej i materia³u uszczelniaj¹cego ju¿ na etapie zszywania pow³oki zewnêtrz-nej (Sel). Wyd³u¿y³oby to nieznacznie czas tej operacji. To
roz-wi¹zanie wymaga jednak dodatkowej operacji uszczelniania ³¹czeñ (krawêdzi) futera³u specjalnym impregnatem. Przed-siêbiorca chcia³by tê operacjê wykonywaæ na koñcowym etapie - przymocowywania pasków i znaków firmowych (Ah). Zmiany kosztów materia³ów, zwi¹zane przede
wszyst-kim z koniecznym impregnatem, oraz zmiany czasów opera-cji wykoñczenia wnêtrza i przyszycia pasków i znaku firmo-wego przedstawia tabela 8.
Wszystkie warianty s¹ mo¿liwe do wdro¿enia w ci¹gu jed-nego tygodnia, a ryzyko zwi¹zane z ich wdro¿eniem jest podobne. Dlatego w³aciciel postanowi³ dokonaæ oceny po-szczególnych wariantów, kieruj¹c siê jedynie kryterium spodziewanych zysków. Jednokryterialnoæ przeprowadza-nej oceny by³a mo¿liwa tak¿e z uwagi na stabilnoæ otocze-nia, któr¹ zak³adaæ mo¿na tylko dla realizacji procesów in-nowacyjnych horyzontu 1. Te za³o¿enia spowodowane by³y koniecznoci¹ utrzymania sta³ych cen i warunku zaspoko-jenia ca³ego popytu na futera³y na aparaty kompaktowe. 8. Ocena i wybór rozwi¹zañ
W artykule omawiana jest metoda planowania procesu in-nowacji horyzontu 1. S¹ one typowe dla MSP z uwagi na oznaczony zakres, mo¿liwy do przewidzenia koszt i czas wdro¿enia, a co za tym idzie poziom ryzyka przedsiêwziê-cia. W du¿ych przedsiêbiorstwach i konsorcjach ten rodzaj procesów innowacyjnych tak¿e wystêpuje, jednak nie jest analizowany na najwy¿szych szczeblach zarz¹dczych fir-my. Je¿eli przedsiêbiorca zdecyduje siê na rozwi¹zanie bie-¿¹cego problemu poprzez wdro¿enie innowacji pozyskuje j¹ najczêciej z zewn¹trz w wyniku transferu technologii. Jest to uwarunkowane ograniczonym czasem. Mog¹ to byæ innowacje na ró¿nym poziomie nowoci. Podstaw¹ zapre-zentowanej metody jest usystematyzowanie dzia³añ i po-wi¹zanie wdra¿anych innowacji z potrzebami firmy i jej zgodnoæ ze strategi¹ dzia³ania. Dlatego proces planowania odbywa siê etapowo. Plany mog¹ byæ weryfikowane i od-rzucane na ka¿dym etapie. Taki system daje menad¿erom komfort poprzez ci¹g³e ukierunkowanie na cel i ocenê zgodnoci propozycji z celem i strategi¹. Kolejne etapy we-ryfikacji rozwi¹zañ pokazuje rysunek 9. Zak³ada on wieloæ mo¿liwych do zastosowania przy danym problemie rozwi¹-zañ. Je¿eli tak nie jest, to nale¿y rozszerzyæ obszar poszuki-wania o procedury tworzenia kreatywnych rozwi¹zañ, np. TRIZ (Teoria Rozwi¹zywania Innowacyjnych Zagadnieñ) [9]. W zwi¹zku z tak¹ procedur¹, konieczne jest w miarê precy-zyjne i rzetelne sformu³owa-nie problemu. Wysi³ek w³o¿o-ny w realizacjê tego etapu pla-nowania procesu innowacji zaowocuje znacznie ni¿szymi nak³adami czasu potrzebnymi na analizê rozwi¹zañ. Ka¿de z rozwi¹zañ poddanych dalszej analizie bêdzie okrelone pa-rametrami zgodnymi z kryte-riami oceny. Najczêciej bêd¹ to czas, koszt, ryzyko i zysk. Dla rozwi¹zañ innowacyjnych mo¿liwe jest tylko oszacowa-nie tych parametrów, a i to wymaga nak³adu czasu. Taka analiza potencjalnych alterna-tywnych rozwi¹zañ jest ko-nieczna z uwagi na zgodnoæ Tab. 6. Zmiany parametrów wytworzenia asortymentu przedsiêbiorstwa
Etui w przypadku zastosowania wariantu 1
Tab. 7. Zmiany parametrów wytworzenia asortymentu przedsiêbiorstwa Etui w przypadku zastosowania wariantu 2
Tab. 8. Zmiany parametrów wytworzenia asortymentu przedsiêbiorstwa Etui w przypadku zastosowania wariantu 3
wdra¿anego rozwi¹-zania z potrzebami fir-my. W efekcie ograni-czy to mo¿liwoæ po-pe³nienia b³êdu, jakim jest przeznaczenie za-sobów na wdro¿enie rozwi¹zania niezaspo-kajaj¹cego potrzeb. W przypadku innowa-cji horyzontu 1
mo¿li-we jest sprowadzenie problemu do oceny jednokryterialnej. Analizowane na tym etapie rozwi¹zania mog¹ przyjmowaæ wartoci parametrów bêd¹cych kryteriami oceny (rys. 7), zgodne z oczekiwaniami przedsiêbiorcy. Bêdzie tak na przyk³ad w przypadku, gdy w za³o¿eniach czas wdro¿enia ma byæ krótszy ni¿ rok i nie ma znaczenia dla oceny o ile bêdzie on krótszy. Przy podobnym poziomie ryzyka i cza-sie wdro¿enia zgodnego z za³o¿eniami ocenê mo¿na prze-prowadziæ tylko na podstawie analizy zysku osi¹ganego poprzez wdro¿enie rozwi¹zania. Tak¹ ocenê przeprowa-dzono dla analizowanego przyk³adu, bazuj¹c na zasadach TOC [2].
W przypadku, gdyby nie by³o mo¿liwe zastosowanie oceny jednokryterialnej, proponuje siê rozwa¿enie zastosowania metody Ryszarda Knosali zaprezentowanej w [1].
8.1. Przypadek firmy Etui ocena i wybór rozwi¹zania Wariant 1
Je¿eli zostanie wdro¿one rozwi¹zanie zaproponowane przez pracownika, przeci¹¿one bêdzie stanowisko przygo-towania materia³u (MP) i stanowisko wykañczania wnêtrza futera³u warstw¹ usztywniaj¹c¹ i ochronn¹ (Ti). Wielkoæ
popytu nadal zatem bêdzie przewy¿sza³a mo¿liwoci pro-dukcyjne przedsiêbiorstwa (rys. 10). Wyznaczony przerób na zasobach przeci¹¿onych pokazuje tabela 9.
W tym przypadku nie zmieniaj¹ siê nak³ady operacyjne i wy-nosz¹ 10 000 tygodniowo. W efekcie wdro¿enia rozwi¹zania oznaczonego jako wariant 1. przedsiêbiorca mo¿e liczyæ na
zysk w wysokoci 3 325 z³, czyli wy¿szy od mo¿liwego do uzyskania obecnie.
Wariant 2
Rozwi¹zanie to przewiduje wy³¹cznie zwiêkszenie nak³a-dów operacyjnych o 416,67 z³ tygodniowo, jednak nawet po jego zastosowaniu zdolnoci produkcyjne nie umo¿li-wi¹ zaspokojenia ca³ego popytu. W dalszym ci¹gu stanowi-sko do wykañczania wnêtrza jest przeci¹¿one (rys. 10). Przedsiêbiorca przeprowadzi³ analizê rentownoci asorty-mentu w sposób zgodny z TOC oraz okreli³ wielkoæ pro-dukcji, jak¹ móg³by w tym przypadku realizowaæ. Zebrane dane pokazuje tabela 10.
W przypadku wariantu 2. zmieniaj¹ siê nak³ady operacyj-ne i po uwzglêdnieniu zwiêkszooperacyj-nej amortyzacji maszyn Rys. 9. Idea weryfikacji i wyboru rozwi¹zania
do wdro¿enia
Rys. 10. Porównanie poziomu wykorzystania stanowisk dla ró¿nych wariantów rozwi¹zania
Tab. 9. Przerób na minutê pracy stanowiska wykañczania wnêtrza po zastosowaniu wariantu 1 oraz przewidywana wielkoæ produkcji i przychód
wynosz¹ 10 416,67 z³ Przedsiêbiorca mo¿e wiêc zak³adaæ zysk na poziomie ok. 4983 z³, czyli tak¿e wy¿szy od mo¿li-wego obecnie.
Wariant 3
To najbardziej skomplikowane rozwi¹zanie opracowane przez w³aciciela. Zak³ada zmiany czasów na trzech etapach produkcji oraz zastosowanie innowacyjnego materia³u do uszczelniania futera³u na jego ³¹czeniach. W przypadku za-stosowania tego wariantu zmieni siê miejsce ograniczenia (rys. 10) i najbardziej przeci¹¿one bêdzie stanowisko, na któ-rym zszywana jest pow³oka zewnêtrzna (117%). Poziom wy-korzystania stanowiska wykañczania wnêtrza spad³ do 67%. Zastosowanie tego wariantu tak¿e nie umo¿liwia zaspokoje-nia ca³ego popytu. Konieczne jest zatem ustalenie, który z produktów jest najbardziej rentowny. Tym razem zasobem przeci¹¿onym jest stanowisko do zszywania pow³oki ze-wnêtrznej i ono limituje wielkoæ produkcji (tab. 11).
Jak wynika z przedstawionych w tabeli 11 wyliczeñ, zastoso-wanie rozwi¹zania zaproponowanego w wariancie 3. zmie-nia przerób jednostkowy, w ten sposób zmiezmie-niaj¹c hierarchiê rentownoci produktów. Przy wyznaczeniu wielkoci pro-dukcji nale¿y wyprodukowaæ maksymalnie du¿o futera³ów na kamery kosztem futera³ów na aparaty z obiektywem. Nie-stety, przy zastosowaniu tego wariantu rozwi¹zania, przedsiê-biorca musia³by siê liczyæ ze strat¹ wynosz¹c¹ tygodniowo 110 z³, czyli efekt tej innowacji to sytuacja gorsza ni¿ obecnie. Jak pokazuje rysunek 10., wdro¿enie poszczególnych wa-riantów zmienia efektywnoæ wykorzystania stanowisk pro-dukcyjnych. Pokazane wartoci odnosz¹ siê do realizacji pe³-nego zlecenia pozyskape³-nego przez przedsiêbiorcê. ¯aden z wariantów nie umo¿liwia zaspokojenia ca³oci popytu. W wariancie 3. ujawni³o siê nowe ograniczenie w postaci stanowiska do zszywania pow³oki zewnêtrznej i choæ prze-pustowoæ systemu zwiêkszy³a siê, to wzros³y te¿ koszty i wdro¿enie tego rozwi¹zania przynios³oby przedsiêbiorcy stratê. W³aciciel firmy Etui podj¹³ decyzjê o wdro¿eniu
wariantu 1. Mimo, ¿e wa-riant 2. dawa³ nadziejê na wiêksze zyski. Taka decy-zja by³a spowodowana ko-niecznoci¹ dalszego po-szukiwania rozwi¹zañ z uwagi na to, ¿e ¿adne nie zaspokaja³o w pe³ni jego oczekiwañ. Drugim argu-mentem za wyborem wa-riantu 1. by³ brak inwesty-cji, zwiêkszone zosta³y tylko koszty materia³u, a one s¹ po-chodn¹ wielkoci produkcji. W przypadku znalezienia satysfakcjonuj¹cego ze wzglêdów ilociowych rozwi¹zania bêdzie je móg³ wdro¿yæ, pozbywaj¹c siê automatycznie kosztów dodatkowego materia³u zwi¹zanych z wariantem 1. 9. Podsumowanie i wnioski
Metoda planowania procesu innowacji zosta³a opracowana dla sformalizowania dzia³añ w tym obszarze zarz¹dzania. Do-bry plan jest podstaw¹ sukcesu przedsiêwziêcia i zapewnia mo¿liwoæ skutecznego zarz¹dzania nim. Ide¹ koncepcji me-tody by³a zgodnoæ poszukiwanej i wdra¿anej innowacji z rze-czywistymi potrzebami przedsiêbiorstwa i jego strategi¹. Brak tej zgodnoci jest upatrywany jako jedna z przyczyn niepowo-dzeñ innowacji. Podstaw¹ okrelenia potrzeb przedsiêbior-stwa jest efekt innowacji w odniesieniu do ca³oci dzia³ania systemu, jego przepustowoci. Jest to zgodne z wytycznymi Teorii Ograniczeñ. Sta³a ona siê tak¿e baz¹ dla dwóch etapów proponowa-nej metody: wyznaczania obszarów innowacyjnoci oraz sformu³owania proble-mu. W niniejszym artykule w oparciu o TOC przepro-wadzono te¿ ocenê alterna-tywnych rozwi¹zañ inno-wacyjnych. By³o to mo¿li-we poprzez sprowadzenie wyboru jednego sporód alternatywnych innowacyjnych roz-wi¹zañ do oceny jednokryterialnej. Na bazie zasad TOC anali-zowany by³ zysk osi¹gany poprzez wdro¿enie konkretnego wariantu rozwi¹zania problemu przedsiêbiorstwa wytwarza-j¹cego futera³y na sprzêt fotograficzny.
Tematykê zawê¿ono do ma³ych i rednich przedsiêbiorstw ze wzglêdu na ich specyfikê oraz cechy charakterystyczne poszu-kiwanych i wdra¿anych tam innowacji. W artykule przedsta-wiono klasyfikacjê innowacji ze wzglêdu na zakres i horyzont dzia³ania. W tym ujêciu omawiany problem dotyczy innowa-cji horyzontu 1. Przedsiêbiorstwa wdra¿aj¹ innowacje we wszystkich trzech horyzontach. Jednak od wielkoci firmy, a dok³adnie od wielkoci zasobów którymi dysponuj¹, zale¿y czêstotliwoæ i sposób poszukiwania oraz wdra¿ania innowa-cji. Zgodnie z tym tokiem rozumowania metoda planowania procesów innowacyjnych bêdzie odmienna dla innowacji ho-ryzontu 2. i hoho-ryzontu 3. Metodê planowania procesu innowa-cji uzupe³nia metoda szacowania kosztów i czasu wdro¿enia innowacji, a tak¿e metoda oceny jakoci procesu z dobranym Tab. 11. Przerób na minutê pracy stanowiska zszywania pow³oki zewnêtrznej
po zastosowaniu wariantu 3 oraz przewidywana wielkoæ produkcji i przychód Tab. 10. Przerób na minutê pracy stanowiska wykañczania wnêtrza po zastosowaniu
odpowiednio narzêdziem pomiaru (zbiorem wskaników). Poni¿ej przedstawione zosta³y wnioski, jakie mo¿na wyci¹-gn¹æ na tym etapie opracowywania i weryfikacji metody. 1. Poszczególne etapy s¹ uszczegó³owieniem zamierzeñ i
po-trzeb przedsiêbiorcy. Wynikaj¹ one kolejno z siebie, a rze-telnoæ przeprowadzenia ka¿dego z nich warunkuje jakoæ ca³ego procesu.
2. Wydaje siê, ¿e metoda mo¿e byæ stosowana w du¿ych przedsiêbiorstwach dla procesu poszukiwania i wdra¿ania innowacji zwi¹zanych z bie¿¹cymi potrzebami. W tym za-kresie nie zosta³a ona jednak jeszcze zweryfikowana. 3. W metodzie zastosowano schemat analizy rozwi¹zañ,
ba-zuj¹cy na propagacji ograniczeñ. Kryteria zwi¹zane z ogra-niczeniami wyra¿onymi na etapie sformu³owania proble-mu mog¹ byæ te¿ uwzglêdniane przy ocenie rozwi¹zañ. 4. Zastosowanie zasad Teorii Ograniczeñ pozwala na analizê
efektów wdra¿anej innowacji w kontekcie ca³ego syste-mu. U³atwia to m.in. precyzowanie zysku osi¹ganego w wyniku wdro¿enia innowacji dla przedsiêbiorstwa. 5. Im konkretniej sprecyzowany problem, tym ³atwiej znaleæ
odpowiednie pod wzglêdem ilociowym i jakociowym rozwi¹zanie, a co za tym idzie unikn¹æ przeinwestowania. Omówiona metoda, oprócz przedsiêbiorstw, mo¿e znaleæ za-stosowanie w organizacjach typu non-profit. Ocena efektów by³aby wówczas przeprowadzania np. w wietle kryterium przepustowoci systemu.
Literatura:
[1] Breiing A., Knosala R.: Bewerten technischer Systeme. Theoretische und methodische Grundlagen bewer-tungstechnischer Entscheidungshilfen, Springer -Verlag, Berlin Heidelberg 1997.
[2] Corbett T.: Throughput accounting, North River Press, 1998.
[3] Drucker P.: Innowacja i przedsiêbiorczoæ, PWE, War-szawa 1992, s. 29.
[4] Gemünden HG Innovation Networks: The Karlsruhe and Berlin Studies, [w:] Albers S. (ed): Cross-functional In-novation Management: Perspectives from Different Di-sciplines. Betriebswirtschaftlicher Verlag Dr. Th. Gabler/ GWV Fachverlag GmbH, Wiesbaden, 2004, pp. 37-53. [5] Goldratt E.M.: The Goal: Process of Ongoing
Improve-ment, North River Press, 2004.
[6] Gupta M.C, Boyd L. H.: Theory of constraints: a theory for operations management, International Journal of Operations & Production Management, vol. 28, no. 10, 2008, pp. 991-1012.
[7] Jurczyk-Bunkowska M.: Analiza bie¿¹cych rezerw pro-dukcyjnych w aspekcie zarz¹dzania innowacjami, [w:] Komputerowo Zintegrowane Zarz¹dzanie, red. R. Kno-sala, Oficyna Wydawnicza Polskiego Towarzystwa Za-rz¹dzania Produkcj¹, Opole 2009.
[8] Kierunki zwiêkszania innowacyjnoci gospodarki na lata 2007-2013, [online], Ministerstwo Gospodarki [data pobrania: 18.12.2008]. Dostêpny w Internecie: http:// www.mg.gov.pl/Gospodarka/Innowacyjnosc/Polity-ka+innowacyjnosci
[9] Koch J.: Technologiczna innowacja jako systematyczny proces twórczy generuj¹cy nowe pomys³y, [w:] Jakoæ, Innowacyjnoæ i Transfer Technologii. V Konferencja Na-ukowo-Techniczna, Kraków, padziernik 2009, pp. 5-19.
[10] Kosieradzka A., Lis St.: Produktywnoæ. Metody analizy oceny i tworzenia programów poprawy, Oficyna Wy-dawnicza Politechniki Warszawskiej, Warszawa 2000. [11] Lamparska A.: Metoda wdra¿ania innowacji w
przedsiê-biorstwie, Zarz¹dzanie Przedsiêbiorstwem 1/2005, s. 69-76.
[12] Moore G.A.: To Succeed In the Long Term, Focus on the Middle Term, Harvard Business Rewiev, July-August 2007.
[13] O`Sullivan D., Dooley L: Applying innovation. SAGE Publications, 2009.
[14] Oslo Manual, Guidelines for Collecting and Interpre-ting Innovation Data, Third Edition, Organisation for Economic Cooperation and Development, Statistical Office of the European Communities, Paris 2005. [15] Penc J.: Strategiczny system zarz¹dzania, AW Placet,
Warszawa 2001.
[16] Pi-Fang Hsu, Miao-Hsueh Sun: Using the Theory of Constraints to Improve the Identification and Solution of Managerial Problems, International Journal of Mana-gement, vol. 22, no. 3, September 2005, pp. 415-425. [17] Tidd J., Bessant J.: Managing Innovation: Integrating
Technological, Market and Organizational Change, 4th Edition, John Wiley&Sons Ltd., 2009.
[18] ¯o³nierski A. (red.): Raport o stanie sektora ma³ych i red-nich przedsiêbiorstw w Polsce w latach 2007-2008, Pol-ska Agencja Rozwoju Przedsiêbiorczoci, Warszawa 2009. THE METHOD OF INNOVATION PROCESS
PLANNING FOR SMALL ENTERPRISES Abstract:
The article presents the planning method of the innovation process on the basis of the Theory of Constraints. The compi-led method consists of the following stages: setting the area of innovation, defining the problem, searching for innovative solutions, estimating the implementation time. The aim of these stages is to choose the appropriate solution which wo-uld follow the mission and strategy of an enterprise regarding its needs. If the innovative method is not well chosen, it re-sults in wasting of resources involved in the process as well as in staff demotivation. It is particularly threatening for small and medium enterprises due to their resource limits. The planning of innovation process is the foundation for ful-filling the managing functions which enforces careful and concrete planning even for developing enterprises.
The article presents the division of innovations regarding their time horizon and solution scope. All this has been com-pared to planning horizon. The problem discussed in the ar-ticle was narrowed to SMEs not only because of their charac-teristics, but also due to the type of the implemented innova-tion and the way of gaining innovative soluinnova-tions. The method has been discussed following the example of a small enter-prise manufacturing cases for photographic equipment. Dr in¿. Magdalena JURCZYK-BUNKOWSKA Instytut Innowacyjnoci Procesów i Produktów Wydzia³ In¿ynierii Produkcji i Logistyki Politechnika Opolska
ul. Ozimska 75 45-370 Opole tel./fax: 77 423 40 44
![Tab. 1. Czynniki przewagi i straty w dzia³alnoci innowacyjnej ma³ych przedsiêbiorstw [16]](https://thumb-eu.123doks.com/thumbv2/9liborg/3039112.6199/2.892.59.458.90.440/tab-czynniki-przewagi-straty-dzia-alno-innowacyjnej-przedsiêbiorstw.webp)